Микрометр для измерения наружных размеров.(от 0 до 25 мм) |
||
|---|---|---|
|
║ № ║Ц║ Дата ║ Технические условия ║ Артикул ║ Цена ║ Маркировка ║
|
||
|
║0145║█║--.--.--║ ║ ║--р--к║СОЗ;➳; ║
|
||
|
Габаритные размеры инструмента (д/ш/в)=
00 Х 00 Х 00 мм; Габаритные размеры футляра (д/ш/в)= 00 Х 00 Х 00 мм; Масса = 0,0 кг; Номер = №1523 Год = 0000 Предел измерения = 25 мм; Года выпуска = 0000-0000 гг; (по найденным экземплярам) |

|
|
|
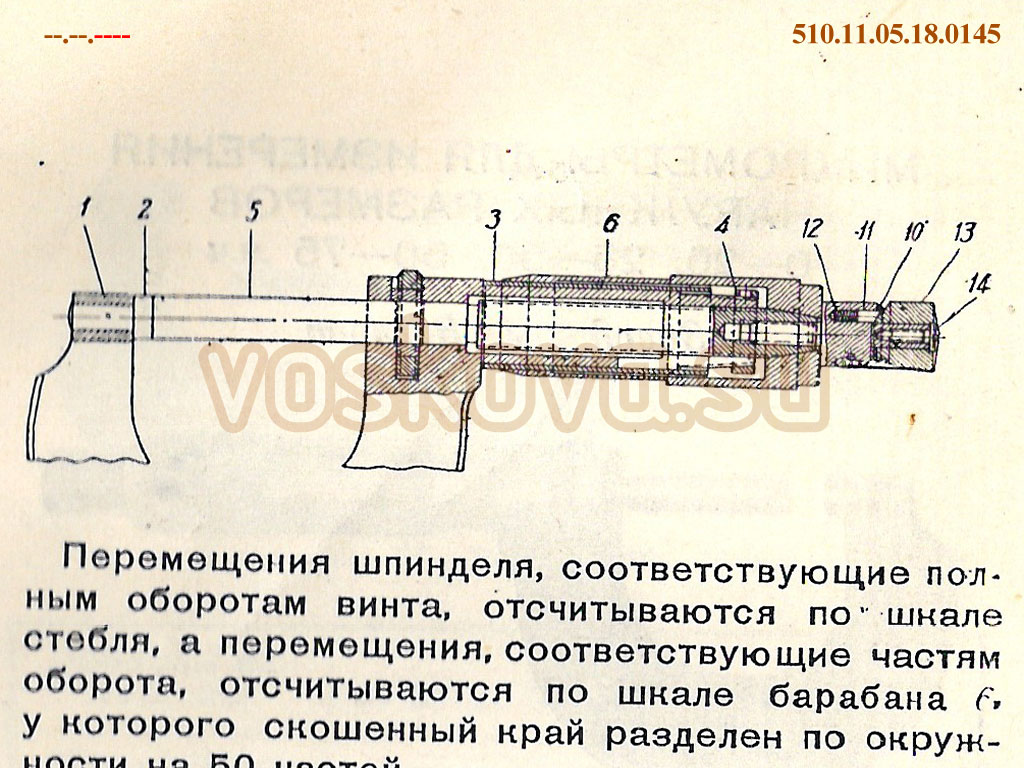
Описание Микрометры, изготовляемые заводом им. Воскова, относятся к лёгкому типу с диаметром мерительного шпинделя 6 мм. Микрометр состоит из дуги (скобы)1, снабжённой на одном конце запрессованной пяткой 2, стеблем 5, составляющим с дугой одно целое; в стебле перемещается шпиндель 5, оканчивающийся измерительной плоскостью. Перемещения шпинделя, соответствующие полным оборотам винта, отсчитываются по шкале стебля, а перемещения, соответствующие частям оборота, отсчитываются по шкале барабана 6 у которого скошенный край разделён по окружности на 50 частей. Барабан закреплён на конце шпинделя. Таким образом поворот барабана на одно деление (при шаге резьбы, равном 0,5 мм) соответствует перемещению шпинделя на 0,01 мм. Микрометры снабжены зажимным устройством (стопором) для закрепления шпинделя при установки на определённый размер. Зажим осуществляется поворотом кольца с накатанной поверхностью. Для получения постоянного давления (700∓200 г) на измерительной поверхности при их соприкосновении между собой (или с установочной мерой) и с измеряемыми изделиями (в процессе измерения) микрометры снабжены специальным устройством - муфтой-трещоткой 13. Источник:Каталог "Измерительный инструмент" 1938 г. стр. 117-118 Установка Микрометра на "НУЛЬ" нулевого, первого и второго классов Установка микрометра в нулевое (начальное) положение производится путём поворота барабана 6 относительно шпинделя 5 следующим образом. С начала измерительные плоскости шпинделя и пятки вращением трещотки приводятся в соприкосновение между собой или установочной мерой (для микрометров с пределом измерения свыше 25 мм). Затем, закрепив стопором шпиндель, разъединяют барабан со шпинделем (слегка отодвинув трещётку 13 с помощью ключа) и после установки путём поворота барабана на нуль закрепляют барабан на шпинделе в данном положении. Устранение качки в резьбовом соединении шпинделя (в процессе эксплуатации) осуществляется гайкой 4, навинченной на разрезанный конец стабля с конической резьбой. Микрометры выполняются по техническим условиям ОСТ 8106 НКТП 994 нулевого, первого и второго классов. Наружные поверхности дуги и остальных деталей (за исключением измерительных плоскостей) для предохранения коррозии хромируются. Шпиндель и пятка изготавливаются из высококачественной инструментальной стали и закаливаются до твёрдости 56-64 Rc. Микрометры вместе с ключами для регулировки и контрольными мерами укладываются в специальные футляры Источник:Каталог "Измерительный инструмент" 1938 г. стр. 118-119 |
||
|
||